

Λύση για την απόκλιση διαστάσεων, τη στρέβλωση και την παραμόρφωση στην παραγωγή πορτών WPC
Λύση για την απόκλιση διαστάσεων, τη στρέβλωση και την παραμόρφωση στην παραγωγή πορτών WPC
Περίληψη
Οι πόρτες Wood-Plastic Composite (WPC) έχουν αναδειχθεί ως κύριο προϊόν στη σύγχρονη βιομηχανία κατασκευής πορτών και παραθύρων λόγω των εξαιρετικών πλεονεκτημάτων τους, όπως η φιλικότητα προς το περιβάλλον, η αντοχή στην υγρασία, η αντοχή στη διάβρωση και το χαμηλό συνολικό κόστος παραγωγής. Ωστόσο, η απόκλιση διαστάσεων, η παραμόρφωση και η μη αναστρέψιμη παραμόρφωση είναι τρία διαδεδομένα ποιοτικά ελαττώματα κατά τη διαδικασία εξώθησης και χύτευσης των θυρών WPC. Αυτά τα προβλήματα όχι μόνο μειώνουν την επιπεδότητα της επιφάνειας και τη συνολική εμφάνιση των τελικών προϊόντων, αλλά επηρεάζουν επίσης άμεσα την επακόλουθη απόδοση συναρμολόγησης, τη διάρκεια ζωής του προϊόντος και την ικανοποίηση των πελατών. Βασισμένοι σε χρόνια εμπειρίας στην επιτόπια παραγωγή και τεχνική έρευνα, επαγγελματίες μηχανικοί από τη Yongte συνοψίζουν στοχευμένες λύσεις προσαρμογής και διόρθωσης για τα παραπάνω τρία ελαττώματα, με στόχο να παρέχουν αξιόπιστες τεχνικές αναφορές στους κατασκευαστές πορτών WPC για βελτιστοποίηση των διαδικασιών παραγωγής και αναβάθμιση της ποιότητας των προϊόντων.

1. Εισαγωγή
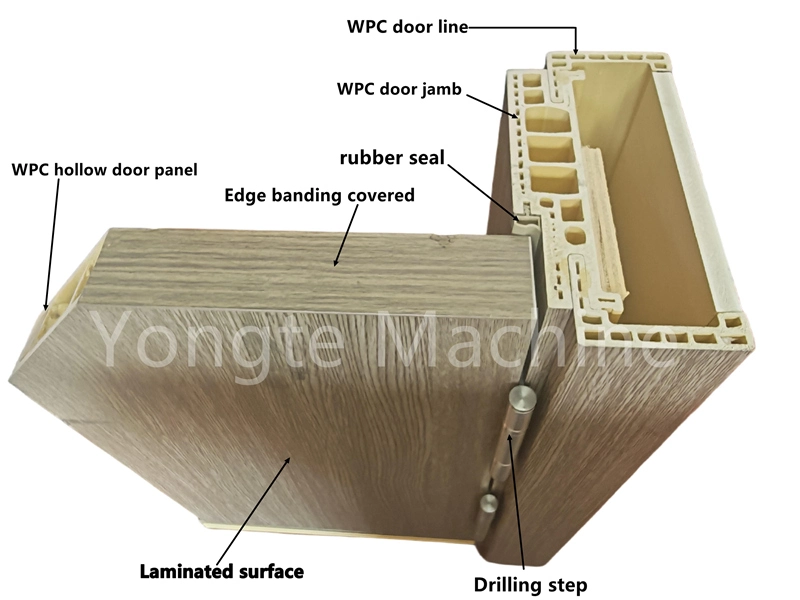
Τα υλικά WPC συνδυάζονται με φυτικές ίνες, θερμοπλαστική ρητίνη, λειτουργικά πρόσθετα και άλλες πρώτες ύλες μέσω τήξης υψηλής θερμοκρασίας και χύτευσης με εξώθηση. Επηρεάζονται από πολλούς παράγοντες, όπως η αναλογία τύπου πρώτης ύλης, η θερμοκρασία εξώθησης, το σύστημα ψύξης, η ταχύτητα πρόσφυσης και η διαδικασία κοπής, τα ημικατεργασμένα και τελειωμένα προϊόντα πόρτας WPC είναι επιρρεπή σε ασταθείς συνολικές διαστάσεις, μονόπλευρη ή αμφίπλευρη παραμόρφωση και δομική παραμόρφωση. Διαφορετικές από τις παραδοσιακές πόρτες από μασίφ ξύλο και τις πόρτες PVC, οι πόρτες WPC έχουν πολύπλοκα χαρακτηριστικά εσωτερικής δομικής καταπόνησης. Η τυφλή αποσφαλμάτωση μιας μεμονωμένης παραμέτρου διεργασίας δεν μπορεί να εξαλείψει εντελώς τα ποιοτικά ελαττώματα. Απαιτείται συστηματική βελτιστοποίηση από τη χύτευση, την ψύξη έως τη μετεπεξεργασία. Αυτό το άρθρο αναλύει τις βασικές αιτίες των κοινών ελαττωμάτων και προτείνει εφικτές στρατηγικές διόρθωσης.
2. Αιτίες και λύσεις διόρθωσης κοινών ελαττωμάτων πόρτας WPC
2.1 Απόκλιση διαστάσεων
2.1.1 Αιτίες ελαττωμάτων
Η απόκλιση διαστάσεων αναφέρεται στο σφάλμα μεταξύ του πραγματικού μήκους, πλάτους και πάχους των θυρών WPC και των τυπικών τιμών σχεδιασμού, το οποίο εμφανίζεται κυρίως στο στάδιο κοπής και στο στάδιο χύτευσης με εξώθηση. Οι βασικοί παράγοντες επαγωγής περιλαμβάνουν την ανομοιόμορφη ψύξη των προφίλ, την κυμαινόμενη ταχύτητα πρόσφυσης, τον παράλογο δομικό σχεδιασμό του συστήματος διαμόρφωσης και σφάλματα στη χειροκίνητη ή μηχανική κοπή. Τα υπερβολικά σφάλματα διαστάσεων θα οδηγήσουν σε κακή αντιστοίχιση κατά τη συναρμολόγηση του πλαισίου της πόρτας, με αποτέλεσμα κενά, μπλοκάρισμα της πόρτας και άλλα προβλήματα μετά την πώληση.
2.1.2 Επαγγελματικά Διορθωτικά Μέτρα
Σύμφωνα με την τεχνική ομάδα της Yongte, μια συνδυασμένη διαδικασία διαμόρφωσης υπό κενό, κυκλοφορίας ψύξης νερού και σταθερού ελέγχου πρόσφυσης είναι ο πυρήνας για τον έλεγχο της ακρίβειας διαστάσεων των θυρών WPC. Πρώτον, το σύστημα διαμόρφωσης κενού υιοθετείται για να περιορίσει το εξωτερικό περίγραμμα των εξωθημένων προφίλ WPC σε πραγματικό χρόνο, έτσι ώστε να αποφευχθεί η διαστολή ή η συρρίκνωση του προφίλ που προκαλείται από θερμική διαστολή και ψυχρή συστολή. Δεύτερον, η κυκλοφορούσα συσκευή ψύξης νερού έχει διαμορφωθεί ώστε να πραγματοποιεί ομοιόμορφη και σταδιακή ψύξη των εσωτερικών και εξωτερικών στρωμάτων του πάνελ της πόρτας, να εξαλείφει τις τοπικές διαφορές συρρίκνωσης και να σταθεροποιεί το βασικό μέγεθος του προφίλ μετά τη διαμόρφωση.
Επιπλέον, είναι απαραίτητο να ταιριάξετε μια συσκευή έλξης υψηλής ακρίβειας σταθερής ταχύτητας για να αποφύγετε το τρέμουλο μεγέθους που προκαλείται από γρήγορη και αργή πρόσφυση. Σε συνεργασία με βελτιστοποιημένο εξοπλισμό κοπής σταθερού μήκους, ολόκληρη η γραμμή παραγωγής μπορεί να συνειδητοποιήσει την ακρίβεια κοπής που ελέγχεται εντός±1 mm, το οποίο ικανοποιεί πλήρως τις απαιτήσεις συναρμολόγησης υψηλών προδιαγραφών των έτοιμων πορτών WPC.

2.2 Warpage πάνελ
2.2.1 Αιτίες ελαττωμάτων
Η στρέβλωση είναι ένα από τα πιο συχνά ελαττώματα των θυρών WPC, που εκδηλώνεται κυρίως ως κάμψη τόξου του πάνελ της πόρτας στην οριζόντια ή κατακόρυφη κατεύθυνση. Η κύρια ρίζα προκαλεί ασύμμετρη ταχύτητα ψύξης κάλυψης και στις δύο πλευρές του προφίλ, ασυνεπές διάκενο του χείλους μήτρας του καλουπιού εξώθησης και ασταθή τάση έλξης. Η ασύμμετρη ψύξη θα οδηγήσει σε ασυνεπή τάση συρρίκνωσης στις άνω και κάτω επιφάνειες του πάνελ της πόρτας. Το παράλογο διάκενο στα χείλη θα προκαλέσει ανομοιόμορφη εκκένωση σύνθετων υλικών. και η συχνή διακύμανση της ταχύτητας έλξης θα επιδεινώσει τη μη ισορροπημένη κατανομή της τάσης των ημικατεργασμένων προϊόντων.
2.2.2 Επαγγελματικά Διορθωτικά Μέτρα
Για να λύσουν ουσιαστικά το πρόβλημα της στρέβλωσης, οι κατασκευαστές πρέπει να κάνουν σύγχρονη βελτιστοποίηση από το σύστημα ψύξης, τη δομή του καλουπιού και τις παραμέτρους πρόσφυσης. Πρώτον, εφαρμόστε ισορροπημένη διαχείριση ψύξης, ρυθμίστε τη ροή του νερού και τη θερμοκρασία του καναλιού του νερού ψύξης και στις δύο πλευρές του καλουπιού διαμόρφωσης, εξασφαλίστε τη σύγχρονη ταχύτητα ψύξης του επάνω και κάτω μέρους του πάνελ της πόρτας WPC και μειώστε τη διαφορά τάσης που δημιουργείται στο στάδιο ψύξης.
Δεύτερον, ανιχνεύετε και βαθμονομείτε τακτικά το διάκενο του καλουπιού εξώθησης για να εξασφαλίσετε τη συμμετρία του διακένου στην αριστερή και δεξιά καθώς και στην επάνω και στην κάτω πλευρά, έτσι ώστε τα λιωμένα υλικά WPC να μπορούν να εκκενώνονται ομοιόμορφα και η πυκνότητα όλων των τμημάτων του πάνελ της πόρτας να παραμένει σταθερή. Τέλος, διατηρήστε σταθερή την ταχύτητα λειτουργίας της μονάδας έλξης, ρυθμίστε ένα εύλογο όριο τάσης, αποφύγετε την απότομη επιτάχυνση και επιβράδυνση και αποτρέψτε την πρόκληση μη αναστρέψιμης λυγιστικής δύναμης από την εξωτερική δύναμη έλξης του μη ψυχόμενου ωριμασμένου πλαισίου της πόρτας.

2.3 Δομική Παραμόρφωση
2.3.1 Αιτίες ελαττωμάτων
Διαφορετικά από τη στρέβλωση της επιφάνειας, η δομική παραμόρφωση ανήκει σε εσωτερικές μόνιμες βλάβες των προφίλ θυρών WPC, συμπεριλαμβανομένης της εσοχής, της στρέψης και της συνολικής κατάρρευσης. Αυτό το ελάττωμα προκαλείται κυρίως από τον παράλογο σχεδιασμό της διαδρομής ψύξης, την υπολειπόμενη εσωτερική πίεση στο εσωτερικό του υλικού και τη μη ισορροπημένη φόρμουλα πρώτης ύλης. Οι παράλογες διαδρομές ψύξης θα οδηγήσουν σε υπερβολική υπολειμματική τάση στο εσωτερικό του προφίλ. Η κακή αναλογία φυτικών ινών, πλαστικής μήτρας και πρόσθετων θα μειώσει την σκληρότητα και τη δομική σταθερότητα των υλικών WPC, καθιστώντας τα τελικά προϊόντα επιρρεπή σε παραμόρφωση υπό εξωτερικές αλλαγές θερμοκρασίας και εξώθηση εξωτερικής δύναμης.
2.3.2 Επαγγελματικά Διορθωτικά Μέτρα
Οι μηχανικοί της Yongte προτείνουν τρεις βασικές κατευθύνσεις βελτιστοποίησης για την επίλυση της δομικής παραμόρφωσης: βελτιστοποίηση διαδρομών ψύξης, απελευθέρωση της υπολειπόμενης εσωτερικής τάσης και προσαρμογή της φόρμουλας πρώτης ύλης. Όσον αφορά τις διαδρομές ψύξης, επανασχεδιάστε τη διάταξη των εσωτερικών και εξωτερικών καναλιών νερού ψύξης του εξοπλισμού διαμόρφωσης, υιοθετήστε τη διαβαθμισμένη λειτουργία ψύξης της προψύξης, διαμόρφωσης σταθερής θερμοκρασίας και τελικής ψύξης, πραγματοποιήστε αργή απελευθέρωση τάσης κατά τη χύτευση ψύξης και αποφύγετε τη συσσώρευση υπερβολικής εσωτερικής τάσης.
Για εσωτερική ρύθμιση της πίεσης, προσθέστε ένα τμήμα γήρανσης ανακούφισης από την καταπόνηση μετά τη διαδικασία πρόσφυσης, τοποθετήστε το αρχικά διαμορφωμένο πάνελ της πόρτας σε περιβάλλον σταθερής θερμοκρασίας και σταθερής υγρασίας για ορισμένο χρονικό διάστημα για να εξαλείψετε την υπολειπόμενη καταπόνηση. Όσον αφορά τη βελτιστοποίηση της φόρμουλας, προσαρμόστε την αναλογία ανάμειξης σκόνης ξύλου, πλαστικών σωματιδίων, παράγοντα σύζευξης και σταθεροποιητή, βελτιώστε τη διεπιφανειακή δύναμη συγκόλλησης μεταξύ φυτικής ίνας και θερμοπλαστικής ρητίνης, ενισχύστε τη συνολική σκληρότητα και την αντιπαραμορφωτική ικανότητα των σύνθετων υλικών και μειώστε θεμελιωδώς την πιθανότητα δομικής παραμόρφωσης.
3. Συμπέρασμα
Η απόκλιση διαστάσεων, η στρέβλωση και η παραμόρφωση είναι βασικά σημεία συμφόρησης που περιορίζουν την ποιοτική αναβάθμιση των προϊόντων θυρών WPC και η εμφάνιση διαφόρων ελαττωμάτων είναι αλληλένδετη και επηρεάζεται από πολλαπλούς δεσμούς παραγωγής. Στην πραγματική παραγωγή, οι κατασκευαστές δεν θα πρέπει να βασίζονται μόνο στον εντοπισμό σφαλμάτων μιας παραμέτρου, αλλά και να κατασκευάζουν ένα σύστημα ποιοτικού ελέγχου πλήρους διεργασίας που θα καλύπτει τη φόρμουλα πρώτης ύλης, τη χύτευση με εξώθηση, τη διαμόρφωση υπό κενό, την ψύξη με νερό και την πρόσφυση σταθερής ταχύτητας.
Η υιοθέτηση της διαδικασίας παραγωγής υψηλής ακρίβειας διαμόρφωσης κενού + υδρόψυξη + σταθερή πρόσφυση για τον έλεγχο των σφαλμάτων διαστάσεων, η αντιστοίχιση ισορροπημένης ψύξης και η συμμετρική δομή μήτρας για τον περιορισμό της στρέβλωσης και η βελτιστοποίηση των διαδρομών ψύξης και των τύπων υλικών για την εξάλειψη της δομικής παραμόρφωσης μπορεί να λύσει αποτελεσματικά τα παραπάνω κοινά προβλήματα ποιότητας. Για τις επιχειρήσεις πορτών WPC, η τυποποιημένη ρύθμιση παραμέτρων διεργασίας και η καθημερινή συντήρηση του εξοπλισμού είναι επίσης σημαντικές προϋποθέσεις για τη διατήρηση της μακροπρόθεσμης σταθερής ποιότητας των προϊόντων.
Προηγούμενος:Αιτία Ραγίσματος στο WPC Decking