

Λύση για WPC καταστρώματα σε απευθείας σύνδεση προβλήματα ανάγλυφου
Λύση για WPC καταστρώματα σε απευθείας σύνδεση προβλήματα ανάγλυφου
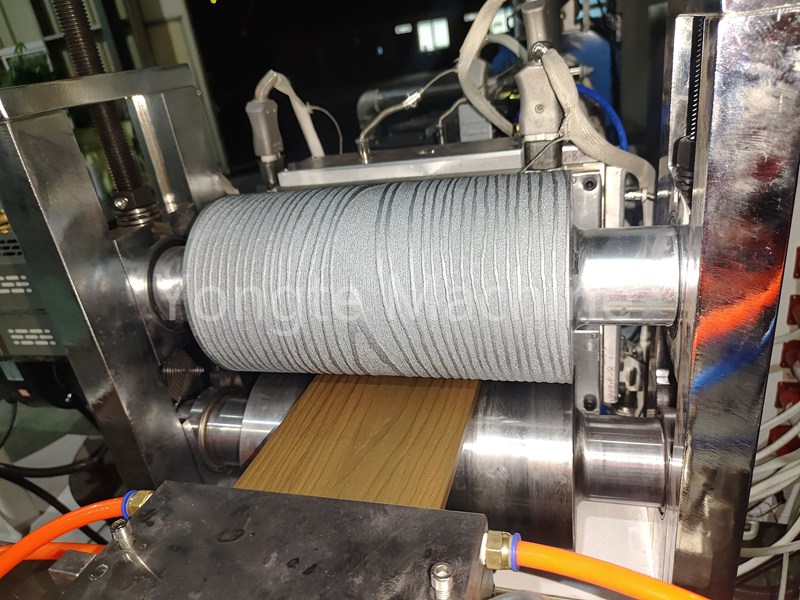
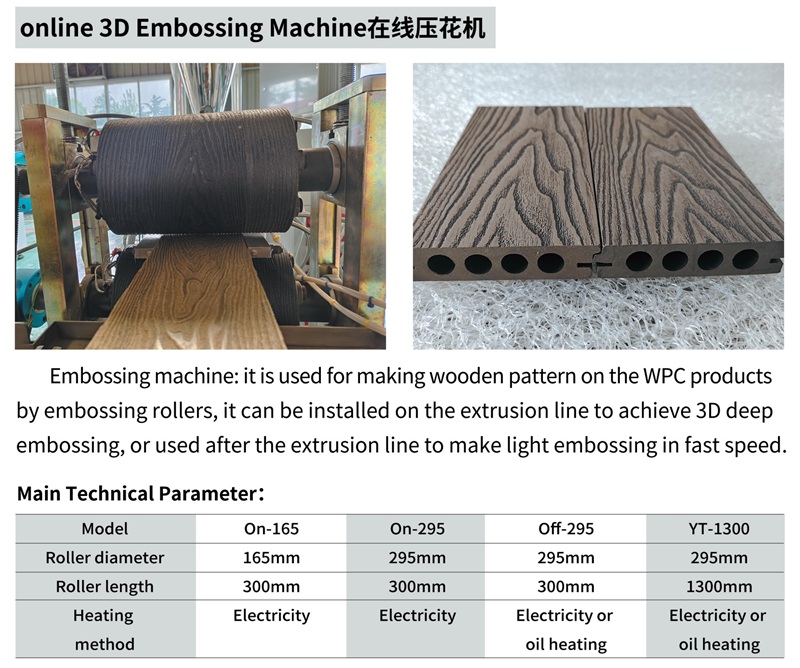
Κατά την παραγωγή καταστρώματος WPC, η online ανάγλυφη είναι πολύ σημαντική για την ποιότητα του προϊόντος, αλλά πολλοί χειριστές αντιμετωπίζουν προβλήματα κατά τη διάρκεια της παραγωγής, με αποτέλεσμα είτε τα θολικά πρότυπα είτε τα ανομοιόμορφα βάθη ανάγλυφου.
Μην πανικοβάλλεστε! Σήμερα, ο Yongte θα μοιραστεί μαζί σας το επαγγελματικό μας ανάγλυφο "κιτ πρώτων βοηθειών". Αφού το διαβάσετε, μπορείτε να κατανοήσετε απευθείας το υψηλής ποιότητας WPC Decking! Στην πραγματικότητα, εφ 'όσον κυριαρχήσετε τα βασικά σημεία, η σκηνή ανατροπής μπορεί επίσης να μεταμορφωθεί πανέμορφα! Στη συνέχεια, οι μηχανικοί Yongte θα σας διδάξουν βήμα προς βήμα για να μετατρέψετε την "σκηνή ανατροπής" στο "ανώτατο όριο της εμφάνισης"!

Το ασαφές μοτίβο στην επιφάνεια του ξύλου-πλαστικού δαπέδου μπορεί να προκληθεί από πολλούς παράγοντες όπως οι πρώτες ύλες, η διαδικασία παραγωγής, τα καλούπια εξοπλισμού κλπ. Τα ακόλουθα είναι συγκεκριμένοι λόγοι και λύσεις:
I. Προβλήματα πρώτων υλών
1. Παράθερη αναλογία πρώτων υλών
Λόγος:
Η περιεκτικότητα σε φυτικές ίνες όπως σκόνη ξύλου/σκόνη μπαμπού είναι πολύ υψηλή ή η αναλογία πλαστικών υποστρωμάτων (όπως PE, PVC) είναι πολύ χαμηλή, με αποτέλεσμα την κακή ρευστότητα του μείγματος και τη δυσκολία στην πλήρωση των λεπτομερειών του μοτίβου καλουπιού.
Το υπερβολικό πλήρες (όπως το ανθρακικό ασβέστιο) μπορεί να μειώσει την πλαστικότητα του τήγματος και να προκαλέσει ασαφές πιέσεις.
Προτάσεις λύσης:
Βελτιστοποιήστε τον λόγο τύπου και αυξήστε κατάλληλα το περιεχόμενο του πλαστικού υποστρώματος (όπως η αναλογία PE/PVC αυξήθηκε σε 40%~ 60%) για να διασφαλιστεί ότι το τήγμα έχει καλή ρευστότητα σε υψηλή θερμοκρασία.
Ελέγξτε την ποσότητα πλήρωσης ή χρησιμοποιήστε υλικά πλήρωσης με λεπτότερο μέγεθος σωματιδίων (όπως ανθρακικό ασβέστιο νανοβιδίου) για να βελτιώσετε την ομοιομορφία του μείγματος.
2. Κακή επίδραση τήξης πρώτων υλών
Λόγος:
Η θερμοκρασία επεξεργασίας είναι ανεπαρκής, το πλαστικό δεν λιώνει πλήρως και ο συνδυασμός με την ίνα δεν είναι σφιχτή και η υφή του καλουπιού δεν μπορεί να μεταδοθεί πλήρως κατά τη διάρκεια της πίεσης.
Η περιεκτικότητα σε υγρασία των πρώτων υλών είναι πολύ υψηλή (ειδικά σκόνη ξύλου) και ο υδρατμός παράγεται σε υψηλή θερμοκρασία, με αποτέλεσμα επιφανειακές φυσαλίδες ή θολές σχέδια.
Προτάσεις λύσης:
Αυξήστε τη θερμοκρασία του εξωθητήρα (όπως η αύξηση της θερμοκρασίας του τμήματος τήξης κατά 5 ~ 10 ℃) για να διασφαλίσετε ότι το πλαστικό είναι πλήρως πλαστικοποιημένο και ταυτόχρονα αποφεύγετε την υποβάθμιση του υλικού που προκαλείται από υπερβολική θερμοκρασία.
Στεγνώστε τις πρώτες ύλες των ινών όπως η σκόνη ξύλου (η περιεκτικότητα σε υγρασία ελέγχεται κάτω από 3%), η οποία μπορεί να υποβληθεί σε επεξεργασία με εξοπλισμό ξήρανσης.

Ii. Προβλήματα διαδικασίας παραγωγής
1. Ανεπαρκής πίεση εξώθησης
Λόγος:
Η ταχύτητα βιδών του εξωθητήρα είναι πολύ χαμηλή ή η βίδα φοριέται, με αποτέλεσμα την ανεπαρκή πίεση τήγματος και δεν μπορεί να γεμίσει αποτελεσματικά την αυλάκωση του μοτίβου καλουπιού.
Ο σχεδιασμός του καναλιού ροής μούχλας είναι παράλογος (όπως το τμήμα εισόδου είναι πολύ ευρύ, ο λόγος συμπίεσης είναι ανεπαρκής), με αποτέλεσμα την υπερβολική απώλεια πίεσης.
Προτάσεις λύσης:
Αυξήστε κατάλληλα την ταχύτητα βιδών (όπως η αύξηση 10 ~ 20R/min) ή αντικαταστήστε τη φθαρμένη βίδα/βαρέλι για να αυξήσετε την πίεση παράδοσης τήγματος.
Βελτιστοποιήστε τη δομή του καλουπιού, αυξήστε το μήκος του τμήματος συμπίεσης ή ρυθμίστε την αναλογία συμπίεσης καναλιού ροής (όπως από 2: 1 έως 3: 1) για να εξασφαλίσετε επαρκή πίεση στο μοτίβο.
2. Ακατάλληλη ανάγλυφη χρονισμός και έλεγχος ψύξης
Λόγος:
Η απόσταση μεταξύ του αναστολέα ανάγλυφου και της εξόδου του εξωθητήρα είναι πολύ μακριά, το τήγμα δροσίζει πολύ γρήγορα και είναι δύσκολο να εξαντληθεί ένα σαφές μοτίβο μετά την σκληρή επιφάνεια.
Η θερμοκρασία του κύλινδρου ανάγλυφου είναι πολύ υψηλή ή πολύ χαμηλή: πολύ υψηλή θερμοκρασία μπορεί εύκολα να προκαλέσει παραμόρφωση μοτίβου. Η πολύ χαμηλή θερμοκρασία θα προκαλέσει γρήγορα την ψύξη του τήγματος και το μοτίβο είναι ελλιπές.
Η ταχύτητα ψύξης είναι ανομοιογενής και το τοπικό μοτίβο είναι θολή λόγω της ταχείας συρρίκνωσης.
Προτάσεις λύσης:
Συντομεύστε την απόσταση μεταξύ του σταθμού ανάγλυφου και του εξωθητήρα (συνιστάται να ελέγχεται εντός 50 ~ 100cm) για να εξασφαλιστεί ότι το τήγμα βρίσκεται στην καλύτερη πλαστική κατάσταση.
Ελέγξτε με ακρίβεια τη θερμοκρασία του κυλίνδρου ανάγλυφου (συνήθως 20 ~ 30 ℃ χαμηλότερη από τη θερμοκρασία τήξης), η οποία μπορεί να ρυθμιστεί σε πραγματικό χρόνο μέσω του συστήματος ελέγχου θερμοκρασίας.
Βελτιστοποιήστε το σύστημα ψύξης και χρησιμοποιήστε την κατακερματισμένη ψύξη (όπως η ψύξη του αέρα πρώτα και στη συνέχεια η ψύξη του νερού) για να εξασφαλίσετε ομοιόμορφη ψύξη επιφάνειας και να αποφύγετε την ταχεία παραμόρφωση της ψύξης.
Iii. Εξοπλισμός και ανάγλυφα προβλήματα κυλίνδρων
1. Ελατίσεις ή σχεδιασμού ανάγλυφου κυλίνδρου ή σχεδιασμού
Λόγος:
Μετά από μακροπρόθεσμη χρήση, η άκρη του ανάγλυφου κυλίνδρου φοριέται και αμβλύνεται, με αποτέλεσμα την ανεπαρκή τρισδιάστατη αίσθηση του ανάγλυφου σχεδίου.
Το βάθος του σχεδίου είναι πολύ ρηχό (όπως <0,3mm) ή η γωνία είναι πολύ μεγάλη (όπως η γωνία λοξότησου> 60 °) και είναι δύσκολο για το τήγμα να γεμίσει τα στοιχεία της άκρης.
Προτάσεις λύσης:
Ελέγξτε τακτικά τη φθορά του κυλίνδρου ανάγλυφου, διατηρήστε ή αντικαταστήστε την εγκαίρως για να εξασφαλίσετε την αιχμηρή άκρη του σχεδίου.
Βελτιστοποιήστε το σχεδιασμό του προτύπου κυλίνδρων ανάγλυφου: Το βάθος συνιστάται να είναι 0,5 ~ 1,0 mm και η γωνία λοξότησης ελέγχεται στους 45 ° ~ 55 ° για να διευκολυνθεί η πλήρωση και η απομάκρυνση του τήγματος.
2. Ανεπαρκής ακρίβεια με κύλινδρο ανάγλυφου
Λόγος:
Η τραχύτητα της επιφάνειας του κυλίνδρου ανάγλυφου δεν είναι αρκετή (όπως η τιμή RA> 1,6μm) ή η ακρίβεια χάραξης σχεδίου είναι χαμηλή (όπως η ανεπαρκής ανάλυση χάραξης λέιζερ), με αποτέλεσμα τις θολές γραμμές.
Η πίεση μεταξύ του κύλινδρου ανάγλυφου και του κυλίνδρου έλξης είναι ανομοιογενής (όπως η αριστερή και η δεξιά διαφορά πίεσης> 5%), με αποτέλεσμα τη μερική σαφήνεια και τη μερική θόλωση του σχεδίου.
Προτάσεις λύσης:
Η επιφανειακή επεξεργασία του κύλινδρου ανάγλυφου (όπως η επίστρωση του χρωμίου, η στίλβωση καθρέφτη), ο έλεγχος της τραχύτητας ra≤0,8μm και η τεχνολογία χάραξης υψηλής ακρίβειας (όπως η χάραξη λέιζερ ινών, η ανάλυση ≤0,02mm).
Βαθμολογήστε το σύστημα πίεσης κυλίνδρων ανάγλυφου για να εξασφαλίσετε ομοιόμορφη πίεση στις αριστερές και τις δεξίες πλευρές (σφάλμα <2%), η οποία μπορεί να παρακολουθείται σε πραγματικό χρόνο από τον αισθητήρα πίεσης.

Iv. Άλλοι παράγοντες
1. Πάρα πολύ γρήγορη ταχύτητα πρόσφυσης
Λόγος:
Η ταχύτητα πρόσφυσης δεν ταιριάζει με την ταχύτητα εξώθησης (όπως η ταχύτητα έλξης> ταχύτητα γραμμής εξώθησης 15%), με αποτέλεσμα την υπερβολική έκταση του τήγματος κατά τη διάρκεια της ανάγλυφης και της ισοπέδωσης των λεπτομερειών του προτύπου.
Προτάσεις λύσης:
Ρυθμίστε την ταχύτητα πρόσφυσης έτσι ώστε η ταχύτητα γραμμής έλξης να ταιριάζει με την ταχύτητα εξώθησης (σφάλμα ≤5%), το οποίο μπορεί να ελεγχθεί με σύνδεση μετατροπέα.
2. Ακατάλληλη χρήση του λιπαντικού
Λόγος:
Η υπερβολική προσθήκη λιπαντικού (όπως περισσότερο από 1,5%) προκαλεί την επιφάνεια του τήγματος να είναι πολύ ομαλή, εύκολη ολίσθηση κατά τη διάρκεια της ανάγλυφης και δύσκολη διαμόρφωση μοτίβων.
Διάλυμα:
Μειώστε την ποσότητα λιπαντικού (όπως τον έλεγχο του εντός 0,5%~ 1,0%) ή αντικαταστήστε το με εσωτερικό λιπαντικό με καλύτερη συμβατότητα (όπως το στεατικό glyceryl) για να αποφευχθεί η επίδραση της προσκόλλησης τήγματος.
Συνοψίζοντας, η επίλυση του προβλήματος της online ανάγλυφου απαιτεί πολλαπλές πτυχές. Βρείτε τη βασική αιτία και την λύστε σύμφωνα με την πραγματική κατάσταση παραγωγής. Στη συνέχεια, μπορείτε να παράγετε σταθερά υψηλής ποιότητας και όμορφη καταστρώματα WPC. Εάν έχετε οποιεσδήποτε ανάγκες, επικοινωνήστε με την ομάδα μηχανικών της Yongte για να σας βοηθήσουμε να λύσετε διάφορα προβλήματα στην παραγωγή του WPC Decking Online.
